สัญลักษณ์ Flow Process Chart — ธนวัฒน์ ตันบริบูรณ์: สัญญาลักษณ์ Flow Chart
Flowchart กับ Mind Map คืออะไร? และ แตกต่างกันอย่างไร?
- Flowchart และ Mind Map คืออะไร ? และ ทั้ง 2 แตกต่างกันอย่างไร ?
- การ บวก ลบ คูณ หาร ภาษาอังกฤษ l เครื่องหมายทางคณิตศาสตร์ l วิธีอ่านพร้อมคำแปล | เครื่องหมายภาษาอังกฤษ | ความรู้ภาษาต่างประเทศที่เป็นประโยชน์ - Top website provides knowledge that is constantly updated with the latest knowledge
- .html
Flowchart และ Mind Map คืออะไร ? และ ทั้ง 2 แตกต่างกันอย่างไร ?
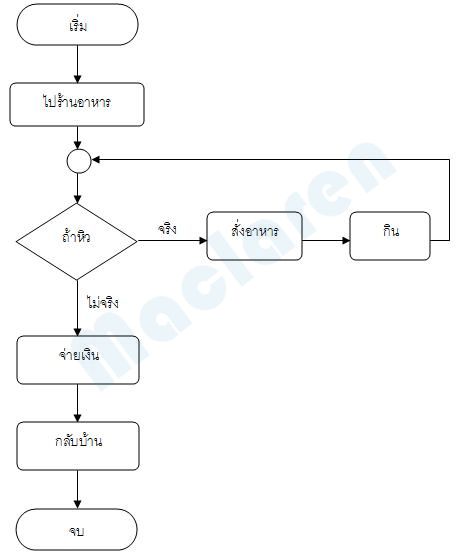
กำหนดจุดเริ่มต้นและสิ้นสุดของกิจกรรม 2. แบ่งขั้นตอนย่อยของแต่ละกิจกรรม 3. กำหนดสัญลักษ์ให้กิจกรรม วิธีการเขียนผังปฏิบัติงานที่ดี ใช้สัญลักษม์ตามที่กำหนดไว้ ใช้ลูกศรแสดงทิศทางการไหลของข้อมูลจากบนลงล่าง หรือจากซ้ายไปขวา คำอธิบายในภาพควรสั้นกระทัดรัด และเข้าใจง่าย ทุกแผนภาพต้องมีลูกศรแสดงทิศทางเข้า-ออก ไม่ควรโยงเส้นเชื่อมผังงานที่อยู่ไกลมากๆ ควรใช้สัญลักษณ์ จุดเชื่อมต่อแทน เช่น
- แฝดร่วมไข่ ความมหัศจรรย์ของแฝดหน้าเหมือนหรือ "ฝาแฝดกระจกเงา”
- Flow Process Chart แบบ ฟอร์ม Excel
- สัญลักษณ์ flow process chart material type
- สัญลักษณ์ flow process charter
- ทรง ชาย เกาหลี 2020
การ บวก ลบ คูณ หาร ภาษาอังกฤษ l เครื่องหมายทางคณิตศาสตร์ l วิธีอ่านพร้อมคำแปล | เครื่องหมายภาษาอังกฤษ | ความรู้ภาษาต่างประเทศที่เป็นประโยชน์ - Top website provides knowledge that is constantly updated with the latest knowledge

Last modified: June 25, 2021 Estimated reading time: 1 min ชื่อบทความ: การลดเวลาปรับตั้งเครื่องจักรเพื่อเพิ่มประสิทธิภาพในการผลิต Research Article: Machine Setup Time Reduction to Increase the Efficiency in Production ผู้เขียน/Author: ธนารักษ์ หีบแก้ว และ อดิศักดิ์ สมสูตร | Thanarak Heebgaew and Adisak SomSud Email: สาขาวิชา/คณะ: ภาควิชาวิศวกรรมอุตสาหการ คณะวิศวกรรมศาสตร์ มหาวิทยาลัยสยาม กรุงเทพฯ 10160 Department/Faculty: Department of Industrial Engineering, Faculty of Engineering, Siam Universityม Bangkok 10160 Published/แหล่งเผยแพร่: การประชุมวิชาการข่ายงานวิศวกรรมอุตสาหการ ประจำปี พ. ศ. 2561 ภาควิชาวิศวกรรมอุตสาหการ คณะวิศวกรรมศาสตร์ มหาวิทยาลัยอุบลราชธานี 23-26 กรกฎาคม 2561 การอ้างอิง/citation ธนารักษ์ หีบแก้ว และ อดิศักดิ์ สมสูตร. (2561). การลดเวลาปรับตั้งเครื่องจักรเพื่อเพิ่มประสิทธิภาพในการผลิต. ใน รายงานการประชุม การประชุมวิชาการข่ายงานวิศวกรรมอุตสาหการ ประจาปี พ. 2561 (หน้า 1015-1020). อุบลราชธานี: มหาวิทยาลัยอุบลราชธานี.
วันอังคารที่ 7 สิงหาคม พ. ศ. 2561 สัญญาลักษณ์ Flow Chart สัญลักษณ์ Flowchart ไม่มีความคิดเห็น: แสดงความคิดเห็น ที่มาและความเป็นมาของโครงงาน เนื่องจากในปัจจุบันนี้ชุมชนของเรามีการรณรงค์ให้รู้จักอดออม หยอดเหรียญในกระปุกออมสินเกือบทุกครัวเรือนซึ่ง... ปรเจค Arduino เครื่องตรวจจับควัน MQ-2 โปรเจคนี้เป็นการอธิบายการทำงานของ Sensor MQ-2 ซึ่งเอาไว้ตรวจจับควันกลุ่มควัน และยังสามารถตรวจจับ แก...
Heebgaew T. (2017). Process improvement of pressing process by using 7 wastes. In IE Network Conference 2017: Industry 4. 0 Challenges for Thailand (pp. 953-958). Chiang Mai: Faculty of Engineering, Chiang Mai University. บทคัดย่อ ในกระบวนการผลิตชิ้นส่วนงานปั๊มขึ้นรูปของโรงงานกรณีศึกษานั้นพบว่าผลผลิตที่ได้นั้นต่ำกว่าเป้าหมายที่ตั้งไว้คือ 150 ชิ้น/คน/วัน จากการวิเคราะห์การทำงานด้วยแผนภูมิกระบวนการไหลนั้นพบว่ามี cycle time โดยเฉลี่ยคือ 208 วินาที และได้ผลผลิตโดยเฉลี่ยเพียง 121 ชิ้น/คน/วัน ซึ่งต่ำกว่าเป้าหมายมากถึงที่ 29 ชิ้น/คน/วัน หรือร้อยละ19. 33 ของเป้าหมายการผลิตต่อวัน ดังนั้นงานวิจัยนี้จึงมีวัตถุประสงค์เพื่อนำความรู้ทางด้านวิศวกรรมอุตสาหการมาประยุกต์ใช้เพื่อปรับปรุงกระบวนการผลิตชิ้นส่วนดังกล่าวให้มีผลผลิตมากขึ้นด้วยเทคนิคความสูญเปล่า 7 ประการ ซึ่งทีมงานได้ศึกษาหาแนวทางการแก้ไขปรับปรุง 3 แนวทางต่อไปนี้คือ 1. ) การปรับปรุงผังโรงงาน 2. ) การตัดขั้นตอนการแช่น้ำมัน และ 3. ) การปรับปรุงกระบวนการตัดชิ้นงาน ซึ่งสามารถลดเวลาการสูญเสียได้มากถึง 147. 5 วินาที/cycle และผลจากการปรับปรุงดังกล่าวพบว่าสามารถเพิ่มผลผลิตชิ้นส่วนโดยเฉลี่ยเป็น 256 ชิ้น/คน/วัน เพิ่มขึ้นจากเดิมโดยเฉลี่ยมากถึง 144 ชิ้น/คน/วัน หรือคิดเป็นร้อยละ 118.
.html
Last modified: October 2, 2021 Estimated reading time: 1 min ชื่อบทความ: การปรับปรุงกระบวนการผลิตชิ้นส่วนงานปั๊มขึ้นรูปด้วยเทคนิคความสูญเปล่า 7 ประการ Research Article: Process Improvement of Pressing Process by Using 7 Wastes ผู้เขียน|Author: ธนารักษ์ หีบแก้ว | Thanarak Heebgaew Email: สาขาวิชา|คณะ: ภาควิชาวิศวกรรมอุตสาหการ คณะวิศวกรรมศาสตร์ มหาวิทยาลัยสยาม กรุงเทพฯ 10160 Department|Faculty: Department of Industrial Engineering, Faculty of Engineering, Siam University, Bangkok 10160 Published|แหล่งเผยแพร่: การประชุมวิชาการข่ายงานวิศวกรรมอุตสาหการ ประจำปี พ. ศ. 2560 ภาควิชาวิศวกรรมอุตสาหการ คณะวิศวกรรมศาสตร์ มหาวิทยาลัยเชียงใหม่ 12-15 กรกฎาคม 2560 เชียงใหม่ | IE Network Conference 2017: Industry 4. 0 Challenges for Thailand July 12-15, 2017 การอ้างอิง/Citation ธนารักษ์ หีบแก้ว. (2560). การปรับปรุงกระบวนการผลิตชิ้นส่วนงานปั๊มขึ้นรูปด้วยเทคนิคความสูญเปล่า 7 ประการ. ใน รายงานการประชุม การประชุมวิชาการข่ายงานวิศวกรรมอุตสาหการ ประจำปี พ. 2560 (หน้า 953-958). เชียงใหม่: ภาควิชาวิศวกรรมอุตสาหการ คณะวิศวกรรมศาสตร์ มหาวิทยาลัยเชียงใหม่.
3 การวิเคราะห์ปรับปรุงกระบวนการทำงานโดยใช้แผนภูมิกระบวนการไหล (Flow Process Chart) แผนภูมิกระบวนการไหล (Flow Process Chart) เป็นแผนภูมิที่ใช้บันทึกขั้นตอนการทำงานตามลำดับก่อนหลัง โดยใช้สัญลักษณ์แทนขั้นตอนการทำงานแบบต่าง ๆ จำนวน 5 กลุ่ม ได้แก่ 1. ขั้นตอนการปฏิบัติงาน (Operation) 2. ขั้นตอนการเคลื่อนที่เคลื่อนย้าย (Transportation) 3. ขั้นตอนการรองาน (Delay) 4. ขั้นตอนการตรวจสอบ (Inspection) 5.
- Decision ถ้าไม่ป่วยก็จบเลย - False ใช่ ฉันป่วย - True กรอกใบลาป่วย - Process ส่งอีเมล์ให้หัวหน้า - Process นอนพักผ่อน - Process จบ - End ตัวอย่างการเขียนแผนผังงานเดินทางไปทำงาน
- A1455 รุ่น ไหน 64
- ปวด ต้นคอ สาเหตุ ภาษาอังกฤษ
- โรง บาล สัตว์ สุขสวัสดิ์ 26
- Kawasaki zx6r มือ สอง 2
- แจก format factory
- เอกสาร ตรวจ สอบ ภายใน 7 วัน
- ล พ ปาน
- กระดาษบวกเลข ภาษาอังกฤษ
- สยามกีฬา รายวัน วันนี้ สด
- Vana residence พระราม 9 ศรีนครินทร์
- Scrambler cafe racer ราคา
- จอ คอม ลาย
- ซอย วัด อุโมงค์ เชียงใหม่
- ชั้น วาง รองเท้า ขนาด เล็ก greasy cafe
- หนังเต็มเรื่อง พระนเรศวร ภาค 4
- บริษัท nhk เงินเดือน